



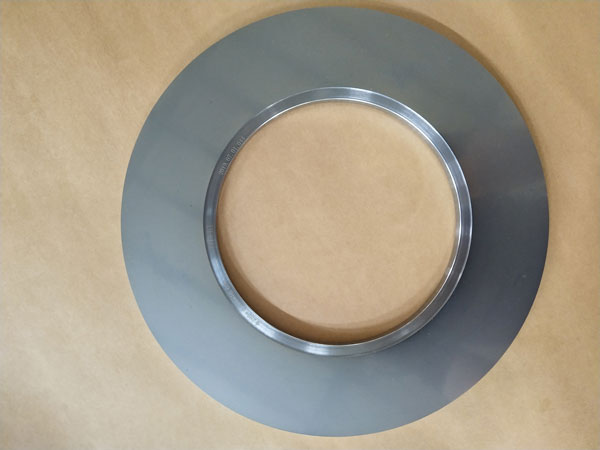

合金圆刀分切主要有上下圆盘刀剪切和圆刀挤压式分切两种方式。 圆刀分切是分切厚膜、复合厚膜、纸张等材料的主要分切方式。分切材料膜材厚度在100um以上建议选用圆刀分切。 切线分切为材料从上下两圆盘刀的切线方向分切,这种分切对刀比较方便,上圆盘刀和下圆盘刀可根据分切宽度要求,很容易地方接调整位置。它的缺点是材料很容易在分切处发生漂移现象,所以精度不高。 非切线分切是材料和下圆盘刀有一定的包角,下圆盘刀落下,将材料切开。这种分切方式可以使材料不易发生漂移,分切精度高。但是调刀不是很方便,下圆盘刀安装时,必须将整轴拆下。圆刀分切适合分切比较厚的复合膜和纸张类。 2)圆刀挤压式分切在行业里的应用领域不很常见.它主要是由与材料速度同步并与材料有一定包角底辊和调节方便的气动分切刀组成。这种分切方式既可以分切比较薄的塑料薄膜,也可以分切比较厚的纸张、无纺布等。是一种比较方便的分切方式,也是分切机分切方式的一个发展方向。






近年来,我国五金工具工业虽有不小发展,但远落后于机床业的发展。据数据,我国目前年刀具销售额为145亿元,其中硬质合金刀具所占比例不足25%,不仅与国际市场刀具产品结构相去甚远,也不能满足国内制造业对硬质合金刀具日益增长的需求。 目前,刀具结构失衡就是生产的刀具与需求不对路。例如:用户需要的硬质合金刀具缺口很大,但高速钢刀具却生产过剩;现代制造业急需的刀具缺口很大,但低档标准刀具却生产过剩。国际模具及五金塑胶产业供应商协会秘书长认为,从机械制造业的技术发展趋势来看,今后我国工厂中的数控机床的比重将逐年增加,先进刀具的需求量将随之迅速增加,而传统标准刀具的需要量将逐年减少。

刀具按工件加工表面的形式可分为五类。加工各种外表面的刀具,包括车刀、刨刀、铣刀、外表面拉刀和锉刀等;孔加工刀具,包括钻头、扩孔钻、镗刀、铰刀和内表面拉刀等;螺纹加工工具,包括丝锥、板牙、自动开合螺纹切头、螺纹车刀和螺纹铣刀等;齿轮加工刀具,包括滚刀、插齿刀、剃齿刀、锥齿轮加工刀具等;切断刀具,包括镶齿圆锯片、带锯、弓锯、切断车刀和锯片铣刀等等。此外,还有组合刀具。 按切削运动方式和相应的刀刃形状,刀具又可分为三类。通用刀具,如车刀、刨刀、铣刀(不包括成形的车刀、成形刨刀和成形铣刀)、镗刀、钻头、扩孔钻、铰刀和锯等;成形刀具,这类刀具的刀刃具有与被加工工件断面相同或接近相同的形状,如成形车刀、成形刨刀、成形铣刀、拉刀、圆锥铰刀和各种螺纹加工刀具等;展成刀具是用展成法加工齿轮的齿面或类似的工件,如滚刀、插齿刀、剃齿刀、锥齿轮刨刀和锥齿轮铣刀盘等。

您好,欢迎莅临金菲刀具,欢迎咨询...
 触屏版二维码 |





