





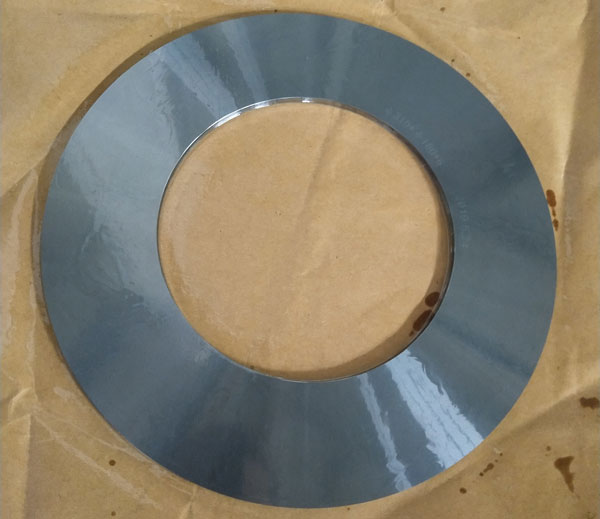

钨钢(硬质合金)具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。 钨钢,又称为硬质合金,是指至少含有一种金属碳化物组成的烧结复合材料。碳化钨,碳化钴,碳化铌、碳化钛,碳化钽是钨钢的常见组份。碳化物组份(或相)的晶粒尺寸通常在0.2-10微米之间,碳化物晶粒使用金属粘结剂结合在一起。粘结剂通常是指金属钴(Co),但对一些特别的用途,镍(Ni),铁(Fe),或其它金属及合金也可使用。对于一个待定的碳化物和粘结相的成份组合称之为“牌号”。 钨钢圆刀的分类根据ISO标准进行。这种分类的依据是工件的材料种别(如P,M,K,N,S,H牌号)。粘结相成份主要是利用其强度和耐蚀性。






粉碎机刀片过度磨损的原因以及解决方法 一、刀片磨损过渡。 解决方法:及时换刀或更换切削刃 二、切削液流量不足或加注方法不正确,造成粉碎机刀片聚冷聚热而损坏。 解决方法:1、加大切削液的流量; 2、合理布置切削液喷嘴的位置; 3、采用有效的冷却方法如喷雾冷却等,提高冷却效果; 4、采用干切削减小对切纸机刀片的热冲击。 三、粉碎机刀片安装不正确。如,切断圆刀片安装过高或过低; 解决方法:重新安装刀片 四、工艺系统刚性太差,造成切削振动过大。 解决方法:1、增加工件的辅助支撑,提高工件装夹刚性;2、减小粉碎机刀片的悬伸长度;3、适当减小机械刀片的后角;采用其他的消振措施。 五、操作不甚。如粉碎机刀片从工件中间切入是动作过猛、尚未退刀,即行停车等。

金属切削加工是用刀具从工件表面切除多余的金属材料,从而获得在几何形状、尺寸精度、表面粗糙度及表面层质量等方面均符合要求的零件的一种加工方法。其问题是刀具切削部分与工件表层的相互作用,即刀具的切削作用和工件的反切削作用。这是切削加工中的主要矛盾,而刀具的切削作用则是矛盾的主要方面。切削刀具是支撑和促进切削加工技术进步的关键因素。近年来,高速数控机床的广泛应用使现代切削加工技术发展到了一个新的阶段,先进刀具的应用是使昂贵的数控机床充分发挥其加工能力的基本前提之一。 刀具是切削加工的基础工艺装备之一,刀具的性能和质量直接影响到切削加工效率的高低和加工质量的好坏,直接影响到整个机械制造业的生产技术水平和经济效益。采用先进刀具,适当地增加刀具费用的投入,是制造业提高劳动生产率和企业竞争力的有效手段,是我国制造业当前必须重视的问题。 切削机床的快速发展为现代制造业的发展提供了基本的前提和技术保障,但无论是什么样的金属切削机床,都必须依靠与工件直接接触、从工件上切除材料的刀具才能发挥作用。刀具性能和质量直接影响到切削机床生产效率的高低和加工质量的好坏,直接影响到整个机械制造业的生产技术水平和经济效益。

您好,欢迎莅临金菲刀具,欢迎咨询...
 触屏版二维码 |





