






塑料粉碎机刀片分类
1:粉碎机刀片又称为塑料刀片、塑胶粉碎刀片,广东地区也称水口刀片。是安装在塑料粉碎机上,用于塑料粉碎的一种机械刀片。 2:粉碎机刀片采用平刀设计,分为粉碎动刀和定刀,一般一副粉碎机刀片为5片,由3片粉碎动刀和2片定刀组成,通过粉碎动刀高速旋转与定刀产生剪切来达到粉碎塑料材料的目的,可以调节粉碎动刀来控制粉碎粒的大小。 3:粉碎机刀片适合粉碎各类ABS、PE、PP板等塑料材料粉碎回收;粉碎机刀片分为全G刀片和镶G刀片两种。热处理硬度HRC52-55度,技术要求:抗冲击,耐磨,耐高温。
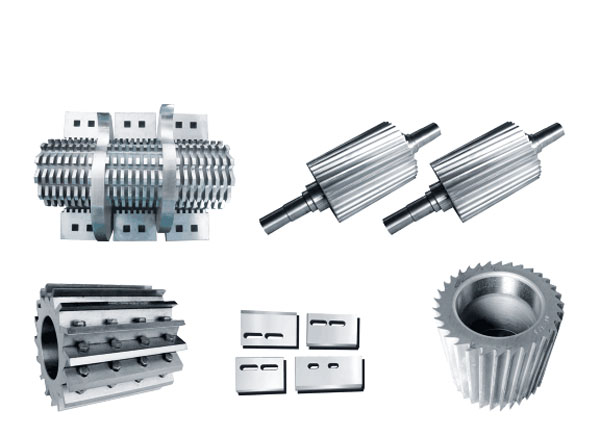
强力破碎机刀片
1:强力破碎机刀片是安装在强力破碎机上,用于大型塑料粉碎的一种机械刀片。 2:强力破碎机刀片由定刀,螺旋滚刀组成,由螺旋滚刀高速旋转刀片来破碎塑料制品,有生产,颗粒均匀等特点,强力破碎机刀片组合结构制造工艺比平刀复杂。 3:强力破碎机刀片适合破碎片材、管材、型材、板材及包装材料等大多数塑料制品。 4:强力破碎机刀片全G刀片热处理硬度HRC55-58度,技术要求:抗冲击,耐磨,耐高温。造粒机刀片
造粒机刀片
1:造粒机刀片又称切粒机刀片,是安装在塑料造粒机上,用于塑料粉碎机刀片2:造粒机刀片是由定刀,造粒滚刀组成,一般为一个造粒滚刀配一片定刀,造粒滚刀片是一种圆柱形斜线螺旋刀口的滚切式刀片,分为全钢滚刀和镶钢滚刀两种,制造工艺复杂;定刀采用平刀设计,加工制造相对简单。 3:造粒机刀片是通过滚刀持续滚动剪切塑料挤出机挤出的线形塑料来达到造粒的目的,造粒机刀片生产的塑料粒子颗粒均匀,是塑料粒子生产行业必备的刀片。 4:造粒机刀片适合PE、PP、PVC、PS、ABS、AS、HIPS等大多数塑料粒子的造粒。 5:造粒机刀片热处理硬度HRC58-62度,技术要求:抗冲击,耐磨,耐高温。







① 高硬度:硬质合金刀具是由硬度和熔点很高的碳化物(称硬质相)和金属粘结剂(称粘接相)经粉末冶金方法而制成的,其硬度达89~93HRA,远高于高速钢,在5400C时,硬度仍可达82~87HRA,与高速钢常温时硬度(83~86HRA)相同。硬质合金的硬度值随碳化物的性质、数量、粒度和金属粘接相的含量而变化,一般随粘接金属相含量的增多而降低。在粘接相含量相同时,YT类合金的硬度高于YG类合金,添加TaC(NbC)的合金具有较高的高温硬度。
② 抗弯强度和韧性:常用硬质合金的抗弯强度在900~1500MPa范围内。金属粘接相含量越高,则抗弯强度也就越高。当粘接剂含量相同时,YG类(WC-Co)合金的强度高于YT类(WC-TiC-Co)合金,并随着TiC含量的增加,强度降低。硬质合金是脆性材料,常温下其冲击韧度仅为高速钢的1/30~1/8。
硬质合金刀具的退涂是涂层刀具生产加工中的重要工艺,对涂层刀具的切削性能、使用寿命、表面质量、加工效率、加工精度等具有重要影响。目前,退涂工艺主要是以退涂TiN等单组元涂层和 (Ti, Al, Zr, Cr)N多组元复合涂层的退涂为主,随着涂层涂覆技术的不断发展,类金刚石涂层、金刚石涂层、纳米涂层等众多新涂层技术的出现和应用,退涂技术需要不断发展以满足新的工业生产需求。本文从物理退涂和化学退涂这两方面简要介绍了退涂工艺的特点及研究进展,并对新型涂层退涂方法的发展方向进行了初步探讨。
退涂工艺
涂层材料包括氮化物、碳化物、碳氮化物、氧化物、硼化物、硅化物、金刚石及复合涂层八大类数十个品种。应用为普遍的是单层TiN涂层、TiCN涂层、TiAlN涂层、CrN涂层、DLC(类金刚石)涂层和金刚石涂层等。对于不同的涂层材料和结构,采取的退涂工艺也不相同。在实际生产应用中,退涂工艺主要有物理退涂和化学退涂两大类。
1.物理退涂
物理退涂是指用机械的方法将膜层从机体上清除,物理退膜的方法主要有喷砂法、机械加工磨削等。适用于不宜在化学溶液里浸泡的基材和对表面光洁度要求不高、对尺寸精度要求不高且表面形状简单、易于研磨抛光的刀具。
2.化学退涂
化学退涂是指在酸性或碱性的化学退除溶液中对刀具涂层进行溶解,退涂的溶液与刀具表面的合金涂层起化学反应。溶液对退膜掉的化合物需要有络和作用,使涂层从机体松懈后及时形成络和物从刀具或工件基体分离,不在刀具机体上附着混合物残渣,恢复刀具基体在未镀膜前的本来面目。这种方法是目前涂层中普遍采用的退涂方法。

您好,欢迎莅临金菲刀具,欢迎咨询...
 触屏版二维码 |





